- Бороны
- Грабли
- Дискаторы
- Зерноуборочные комбайны
- Измельчители кормов
- Картофелекопатели
- Картофелесажалки
- Картофелеуборочные комбайны
- Кормораздатчики
- Кормоуборочные комбайны
- Косилки
- Культиваторы
- Плуги
- Пресс-подборщики
- Прицепы
- Прочее
- Разбрасыватели удобрений
- Разбрасыватель Amazone
- Разбрасыватель AXIS (RAUCH)
- Разбрасыватель SULKY
- Разбрасыватель МЖТ
- Разбрасыватель МТТ 4У
- Разбрасыватель МТУ 15, 18, 20
- Разбрасыватель ПМФ 18 (ФЕРАБОКС)
- Разбрасыватель ПРТ 7, ПРТ 10
- Разбрасыватель ПРТ 7А, МТТ-9
- Разбрасыватель РДУ 1,5
- Разбрасыватель РМУ 8000
- Разбрасыватель РОУ 6
- Разбрасыватель РУ 1600 (Бобруйскагромаш)
- Разбрасыватель РУ 7000
- Сеялки
- Техника




Метрическая и дюймовая резьба
Резьба, точнее сказать изделия с выполненной на них резьбой, прочно вошли в нашу повседневную жизнь. Резьбовые соединения служат для скрепления между собой различных деталей, арматуры, трубопроводов, передачи крутящих моментов.
По типу измерения размеров существуют метрическая и дюймовая резьба. Из названия видно, что идет прямая отсылка к системе единиц измерения. Однако обе резьбы применяется в различных странах, вне зависимости используют они международную систему единиц (СИ), либо английскую систему мер. Помимо единицы измерения:
- для метрической – мм
- для дюймовой – число ниток (витков) на дюйм
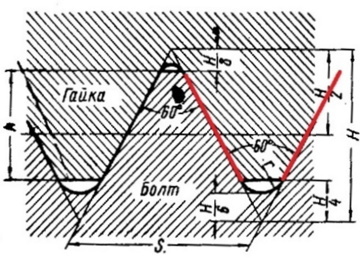
Различие состоит в угле профиля:
- для метрической – 60°
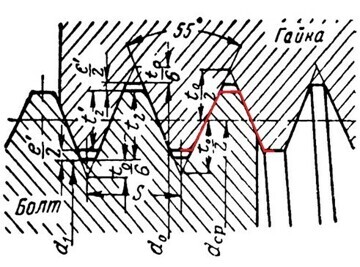
- для дюймовой – 55°
Угол профиля – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения
 |
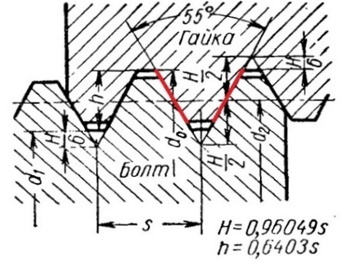 |
| Метрическая | Дюймовая |
Метрическая резьба по сравнению с другими имеет самый высокий коэффициент трения, что позволяет ее использование в качестве крепежной для резьбовых соединений. Чем выше данный коэффициент, тем способность к самоотвинчиванию ниже.
Дюймовую резьбу из-за сходства в обозначении размеров ошибочно называют трубной резьбой. При одинаковом угле, форма профиля у них разная.
 |
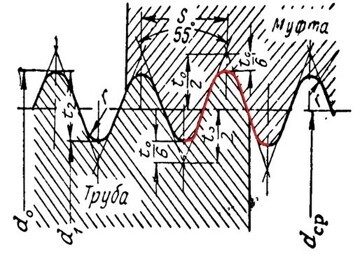 |
| Дюймовая | Трубная |
Как же изготавливается резьба?
Наиболее распространенными способами, получившими распространение в промышленности, являются изготовление резьб резанием и накатыванием. В меньшей степени распространены обработка фрезерованием и шлифованием.
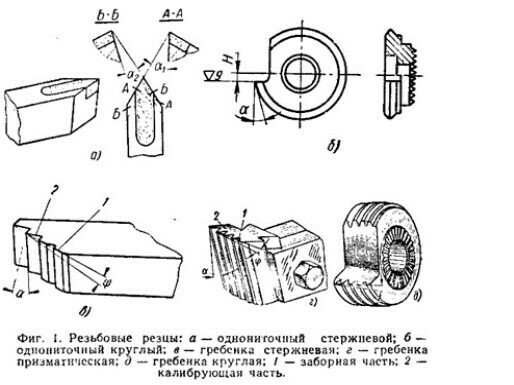
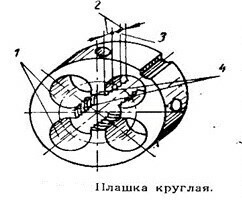
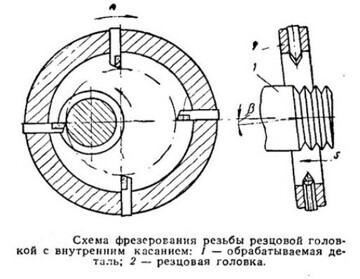
Нарезание резьбы осуществляется с помощью резцов, гребенок, плашек, резьбонарезных головок. Этим способом можно получить резьбу на закаленных деталях.
 |
 |
 |
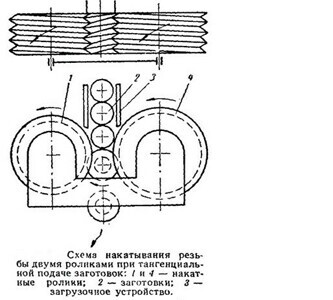
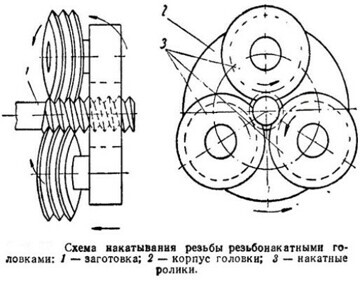
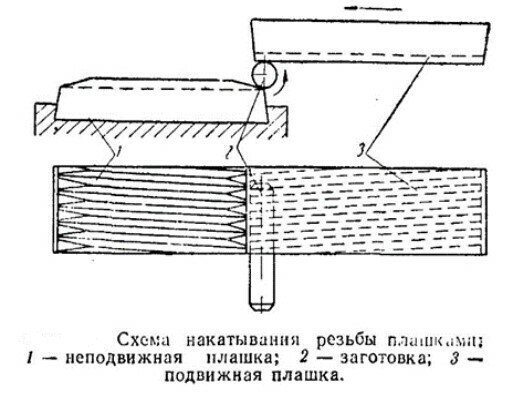
Суть метода накатывания резьбы заключается в последовательном выдавливании резьбы на деталях более твердой резьбой накатного инструмента. Чистота резьбы получается выше классом, чем при нарезании, но твердость деталей на которых возможно нанести резьбу ограничивается 36–40 HRC.
 |
 |
|
|
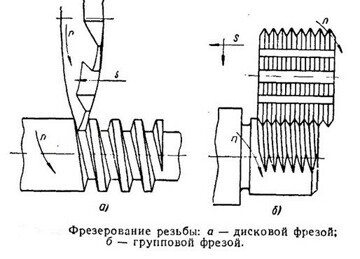
Фрезерование резьбы выполняется на токарно-винторезных станках, оснащенных резьбофрезерными головками, или на специальных резьбофрезерных станках. Длинные резьбы нарезаются дисковыми фрезами или головками, короткие резьбы – гребенчатыми.
 |
 |
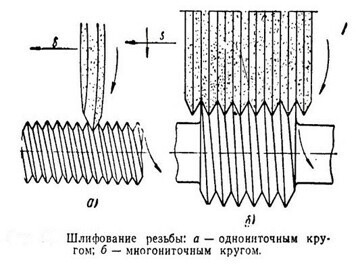
Шлифование резьбы выполняют на специальных резьбошлифовальных станках. Данный метод применяют на деталях, имеющих большую твердость, а также на изделиях, требующих высокой точности.
Список используемой литературы:
- Якухин В.Г., Ставров В.А. Изготовление резьбы: Справочник
- Козин Б.Г., Третьяков В.Б. Резьбообработка: Справочник
- Мягков В.Д. Краткий справочник конструктора издание 2–е.
- Ю.Л. Фрумин Высокопроизводительный резьбообразующий инструмент
Сложности с подбором запчастей? Каталоги по ссылке!